Deși pe piată există destul de multe echipamente automate de debitare cu plasmă informațiile la care cumpărătorii și utilizatorii au acces din partea potențialilor furnizori sunt relativ reduse și din acest motiv de cele mai multe ori deciziile de achiziție se iau fără a exista o bază solidă de cunoștințe, principalele criterii de decizie devenind prețul de achiziție și brandul furnizorului. Din acest motiv doresc ca prezentul articol să ușureze luarea unei decizii în ceea ce privește achiziționarea unui astfel de echipament, astfel încât persoanele de decizie să poată alege în cunostintă de cauză care este cea mai bună soluție pentru necesitătile firmei lor.

Foto 1 –aplicatie de debitare cu plasma
În primul rând pornesc de la câteva precizări referitoare la debitarea cu plasmă, care de cele mai multe ori nu sunt luate în considerare în procesul de achiziție:
- Cumpărătorii trebuie să conștientizeze faptul că pe piață există diverse tehnologii de debitare cu plasmă, iar alegerea uneia dintre aceste tehnologii trebuie să se facă în funcție de necesitățile pe care le are fiecare client în parte. Astfel, o greșeală des întâlnită este de a se solicita un echipament automat de debitare cu plasmafara a se preciza la ce va fi utilizat și care sunt rezultatele dorite, iar o bună parte a potențialilor furnizori vor oferi echipamente fără a ține cont de aplicațiile clientului, ajungându-se în final la achiziția unui echipament care nu oferă precizia și productivitatea scontate.
- Este cel mai rapid și economic procedeu de debitare pentru grosimi de tablă între 10 și 30 mm, însă pentru acest lucru trebuie să se acorde o importanță ridicată atât la alegerea generatorului de plasmă cât și la alegerea mașinii și a performanțelor acesteia.
- Este obligatorie echiparea mașinilor automate de debitare cu plasmă cu mese modulare și filtre, în scopul captării și filtrării noxelor care se degajă în procesul de debitare.
În cazul echipamentelor de debitare cu plasmă sunt câteva componente importante care fac diferența și care, dacă sunt analizate cu atenție, vă vor ghida către alegerea optimă. Aceste componente sunt: comanda numeric și software-ul CAD/CAM utilizat, structura mecanică a echipamentului si performanțele sale dinamice, generatorul de plasmă utilizat și performanțele sistemului pentru controlul înălțimii torței de plasmă (THC –Torch Height Control)
În cele ce urmează le voi analiza pe rând punctând aspectele importante de care trebuie să țineți cont:
Comanda numerică care controlează echipamentul automat de debitare cu plasmă joacă un rol foarte important în cadrul întregului proces de debitare cu plasmă din următoarele motive:
- Are implicații deosebite asupra preciziei și fiabilității echipamentului
- Este foarte importantă pentru asigurarea unei productivități ridicate
- Joacă un rol important în ceea ce privește rapiditatea și ușurința în diagnosticare și rezolvarea unor probleme la distanță.
În scopul unei alegeri reușite se poate ține cont de următoarele recomandări:
- Este foarte important ca echipametul să fie controlat de către o comandă numerică profesională care să aibă la bază un calculator industrial. Se vor evita cu desăvârșire echipamentele comandate de către PC-uri pe care sunt instalate diverse software-uri de debitare care ajută la controlul procesului, deoarece viteza lor de reacție este relativ redusă și precizia este scăzută.
- Se va căuta pe cât posibil ca sistemul de operare al comenzii numerice să fie Linux sau alte sisteme de operare special create, deoarece sunt mult mai stabile față de clasicul Windows și de asemenea sunt protejate împotriva infectării cu viruși în momentul introducerii programelor de debitare sau la legarea echipamentului în rețea.
- Sunt de preferat comenzile numerice la care clasicul hard-disk(HDD) să fie înlocuit cu dispozitive de stocare fără componente în mișcare, cum sunt discurile compact flash sau SSD-urile (Solid State Drive), deoarece una din cele mai frecvente probleme ale comenzilor numerice prevăzute cu HDD este defectarea acestuia din urmă și pierderea datelor.
- Un alt lucru important este ca respectiva comandă numerică să poată fi legată la internet pentru o diagnoză rapidă din partea firmei producătoare.
- Este de asemenea recomandat ca respectiva comandă numerică să comunice cu generatorul de plasmă prin fibră optică. În acest mod se vor elimina foarte multe probleme datorate interferențelor electromagnetice generate de către generatoarele de plasmă.
- Un alt lucru foarte important atât în ceea ce privește fiabilitatea echipamentului cât și din punctul de vedere al rapidității și preciziei de transmitere a datelor și a posibilităților de a realiza un up-grade ulteriou al mașinii este ca modul de comunicare între comanda numerică și driverele motoarelor să fie digital, prin intermediul unor interfețe gen EtherCAT sau MecatroLink și nu analogic
- De asemenea, software-ul de debitare care echipează respectiva comandă numerică trebuie să fie realizat astfel încât să permită realizarea următoarelor operații :
Gestiunea simplă și rapidă a punctului zero al colilor de tablă și rotirea acestora atunci când este nevoie
Alinierea automată a poziției colii de tablă cu axele mașinii
Baze de date complete cu parametrii de lucru în funcție de generatorul de plasmă utilizat
Să permită modificarea parametrilor de lucru în timpul operațiilor de debitare
Repornirea rapidă și ușoară a debitării din punctul în care aceasta a fost întreruptă de către operator sau ca urmare a unei căderi de tensiune.
În ceea ce privește software-ul CAD/CAM care vine instalat pe calculatorul utilizatorului, este important ca acesta să dispună de funcții precum:
- Aranjare automată a pieselor (nesting automat) pe una sau mai multe coli de tablă
- Gestionare comenzi
- Gestionarea colilor de tablă și a resturilor de coli de tablă
- Tăiere cu muchie comuma sau tăiere cu punți
- Modificarea în grup sau individuală a intrărilor și ieșirilor
- Să conțină baze de date cu parametrii de debitare în funcție de generatorul de plasmă utilizat
- Emiterea de rapoarte și devize cu privire la o comandă.
Pe piață pot fi întâlnite multe tipuri diferite de echipamente automate de debitare cu plasmă, având structuri mecanice dintre cele mai diverse (de la mașini cu un braț în consolă, de-a lungul căruia se deplasează capul de debitare, până la portaluri cu motoare la ambele capate, în vederea obținerii unei bune precizii de poziționare) însă, în funcție de necesitățile de utilizare, este foarte important să se țină cont de următoarele informații:
- În scopul asigurării unei bune precizii de poziționare (cerută de însăși tehnologia de debitare cu plasmă, în special în cazul generatoarelor performante), pe toată durata de viață a mașinii, este important ca mașina să fie de tip portal cu două motoare pe axă longitudinală, iar căile de rulare să fie separate de masa mașinii. Separarea căilor de rulare față de masa mașinii este foarte importantă, deoarece în timpul debitării unor table de grosime mare, masa de așezare a tablei poate suferi mici deformații și implicit poate afecta ghidajele mașinii în cazul în care acestea nu sunt realizate respectând anumite reguli.Pentru a evita această problemă se recomandă ca structura mașinii și bazinul acesteia să fie două entități complet separate
- Un alt aspect important în alegerea tipului de mașină este acela de a se lua în considerare dacă aceasta va trebui prelungită ulterior. În acest caz va fi obligatoriu ca structura mașinii să fie separată de masa de așezare a tablei, iar transmisia mișcării pe axă longitudinală și ghidarea să se facă pe sistem pinion-cremalieră și ghidaje lineare cu rulmenți cu bile recirculabile
- Nu în ultimul rând este foarte important ca toate ghidajele mașinii precum și motoarele să fie foarte bine încapsulate pentru a se evita pătrunderea mizeriei și a stropilor de material topit care vor conduce la deteriorarea componentelor.
- Motoarele și driverele se vor alege astfel încât să asigure o precizie excelentă de poziționare și performanțe dinamice ridicate. Astfel, o mașină performantă de debitare cu plasmă trebuie:
Să fie echipată cu motoare brushless performante
Să atingă o viteză de deplasare în gol de minim 25 –30 m/min.
În acest moment pe piață există trei game diferite de generatoare de plasmă, indiferent de care este firma producătoare, destinate aplicațiilor de debitare automată. Deși fiecare producător în parte denumește fiecare dintre aceste trei game de generatoare complet diferit față de ceilalți, le putem împarți generic astfel:
| Caracteristici | Generatoare de plasma cu aer comprimat | Generatoare de plasma de mare productivitate | Generatoare de plasma de precizie ridicata |
| Modul de funcționare | Cele mai simple generatoare de plasmă care se pot instala pe echipamentele automate de debitare. Debitează materialele utilizând aer comprimat drept gaz plasmagen și nu folosesc gaz de protecție. Precizia de debitare a acestora este în clasa 5 conform ISO 9013, înclinația muchiei debitate fiind de circa 5º -7º iar muchia de sus rezultând rotunjită | Aceste generatoare de plasmă au devenit în multe cazuri standard pentru industrie, fiind între cele cu aer comprimat și cele de precizie ridicată. Sunt create în mod special pentru a fi montate pe echipamente automate și au cea mai mare viteză de debitare dintre toate cele trei game de plasme. Debitează materialele utilizând două tipuri de gaz și anume: gaz plasmagen: O2, aer, N2, Ar, N2/H2sau Ar/H2, în funcție de producător și de materialul debitat gaz de protecție: O2, aer, N2, sau H2O, în funcție de producător și de materialul debitat Precizia de debitare a acestora este în clasele 2-4 conform ISO 9013, înclinația muchiei debitate fiind de circa 3º -4º iar muchia de sus rezultând în unele cazuri puțin rotunjită | Aceste generatoare de plasmă sunt cele mai avansate și precise generatoare de plasmă existente la ora actuală.Sunt create în mod special pentru a fi montate pe echipamente automate, au viteze de debitare apropiate de plasmele de mare productivitate și sunt singurele care permit marcarea pieselor. Debitează materialele utilizând două tipuri de gaz și anume: gaz plasmagen: O2, aer, N2, Ar, N2/H2sau Ar/H2, în funcție de producător și de materialul debitat gaz de protecție: O2, aer, N2, sau H2O, în funcție de producător și de materialul debitat . Precizia de debitare a acestora este cea mai bună, fiind în clasele 2-4 conform ISO 9013, înclinația muchiei debitate fiind de maxim 2º iar muchia de sus rezultând întotdeauna perfect ascuțită. |
| Avantaje | Principalele lor avantaje sunt costul mic de achiziție (de obicei costul unui asemenea generator de plasmă nu depășește 8.000,00 de euro) și posibilitatea de a debita oțel carbon, inox și aluminiu utilizând doar aer comprimat. | Au cele mai bune viteze de tăiere, iar posibilitatea de a alege dintr-o multitudine de gaze permite utilizatorilor să țină sub control calitatea și productivitatea. De asemenea, au cele mai bune durate de viață ale consumabilelor dintre toate cele trei game de generatoare de plasmă. Pot fi utilizate pentru debitarea în trei schimburi. | Au viteze de tăiere foarte bune, iar posibilitatea de a alege dintr-o multitudine de gaze permite utilizatorilor să țină sub control calitatea și productivitatea. De asemenea, sunt singurele generatoare de plasmă care permit marcarea pieselor înainte de debitare. Pot fi utilizate pentru debitarea în trei schimburi |
| Dezavantaje | Dezavantajele lor insa sunt numeroase si includ: Viteze mici de debitare. Influenteletermice cele mai mari. Piesele necesita de multe ori prelucrari ulterioare. În majoritatea cazurilor au fost gândite pentru debitare manuală și din acest motiv sunt limitate ca putere și durată activă, putând lucra între 4 și maxim 8 ore pe zi. | Costul de investitie net superior generatoarelor de plasma cu aer comprimat. | Costul de investitie net superior generatoarelor de plasma de mare productivitate. |
În continuare voi încerca să prezint cât mai detaliat sistemele pentru controlul inăltimii torțelor de plasmă (numite pe scară largă și THC –Torch Height Control).
Voi încerca să fac acest lucru deoarece de-a lungul timpului am observat că, deși toată lumea are impresia că aceste sisteme sunt toate la fel și că nu reprezintă o componentă importantă dintr-un echipament automat de debitare, nici clienții și nici revânzătorii respectiv micii integratori locali nu cunosc cu adevărat modul de funcționare si importanța sistemelor pentru controlul înălțimii torțelor de plasmă
Productivitatea unui echipament automat de debitare cu plasmă, precum și calitatea pieselor debitate, depind în mare măsură de calitatea sistemului de control al înălțimii torței de plasmă
În general, în practică se întâlnesc următoarele situații care au un impact foarte puternic asupra productivității unui echipament automat de debitare și desigur a ușurinței in utilizare:
Echipamente prevăzute cu THC de sine stătător, controlat de la propriul său panou de comandă. Acesta este cel mai simplu și ieftin THC și se întâlnește în general pe echipamentele automate de debitare ieftine sau în cazul echipamentelor vechi pe care se montează o sursă de plasmă. Din păcate însă, în cazul de față, tabelele cu parametrii aferenți sursei de plasmă instalată pe echipamentul de debitare nu sunt integrate în echipament și din acest motiv operatorul va trebui să introducă manual parametrii de fiecare dată când se schimbă tipul de material sau grosimea acestuia sau gama de consumabile. Acest lucru va conduce la pierderea productivității, îngreunarea activității operatorului și creșterea probabilității de apariție a unor erori.
Există și unii producători de surse de plasmă, care produc propriul lor sistem THC și care au integrat în controlerul extern al acestuia toate tabelele cu parametrii surselor lor. Astfel, pentru operator este suficient să introducă la panoul de comandă alTHC-ului doar tipul de material și grosimea acestuia, iar THC-ul își va seta singur toți parametrii necesari unei debitări de calitate excelentă și cu o foarte bună productivitate

Foto 2 –sistem de control de sine stătător cu consolă de comandă externă
Cea de-a doua situație este reprezentată de echipamentele automate de debitare cu plasmă care au integrat controlul THC-ului în comanda lor numerică, însă nu conțin o bază de date cu parametrii tehnologici de debitare, printre care și cei ai THC-ului. Aceasta situație este una des întâlnită, iar avantajul față de primul caz este ca se mai ușurează activitatea operatorului fără însă a crește substanțial productivitatea. Riscul de apariție al unor erori umane rămâne în continuare ridicat
Cea de-a treia situație, și cea mai bună, este reprezentată de echipamentele automate de debitare cu plasmă care au integrat controlul THC-ului în comanda lor numerică și dispun de baze de date cu toți parametrii de debitare. Acesta este cazul ideal deoarece permite atât creșterea productivității cât și îmbunătățirea calității și eliminarea erorii umane, însă este și varianta cea mai scumpă și cea care necesită, din partea integratorului o bună cunoaștere a procesului și tehnologiei de debitare.

Foto 3 –sistem de control complet integrat în comanda numerică a echipamentului de debitare
Eficiența și precizia unui sistem de control al înălțimii torței de debitare în timpul operației de tăiere depinde în mare măsură de setarea și păstrarea unei distanțe corecte între duză și piesa de debitat. Pentru a obține o distanță corectă, echipamentul automat de debitare cu plasmă are nevoie de un sistem foarte precis pentru controlul înălțimii torței.
Echipamentele automate de debitare cu plasmă utilizează de multe ori tensiunea arcului pentru determinarea înălțimii de lucru. Însă este avantajos, din punctul de vedere al îmbunătățirii calității de debitare și al măririi duratei de viață a consumabilelor, ca această înălțime să fie setată în milimetri.
În primul rând, indiferent de producătorul și tipul utilajului de debitare, există câțiva factori importanți implicați în obținerea unei calități optime de debitare cu plasmă:
Echipamentul trebuie să fie suficient de precis pentru a putea obține o foarte bună precizie de poziționare, iar acest lucru, după cum spuneam in numărul trecut, se rezolvă simplu în cazul mașinilor moderne prin utilizarea de servomotoare și encodere foarte precise și ghidaje lineare pe toate axele. De asemenea, ansamblul format din generatorul de plasmă, consola de gaze și torța de debitare trebuie să asigure o excelentă calitate de debitare și un cost redus de utilizare (consum de gaze cât se poate de mic și durată lungă de viață a consumabilelor). Însă, chiar și dacă toate aceste lucruri sunt îndeplinite, în lipsa unui sistem de control pentru înălțimea torței de debitare foarte precis și stabil rezultatele finale nu vor fi cele dorite.
De-a lungul timpului s-au consacrat două modalități de control pentru distanța dintre torță și tablă și anume:
Modul de control prin tensiunea arcului
Multe sisteme de control pentru înălțimea torței folosesc doar tensiunea arcului pentru setarea înălțimii de tăiere. Acestea sunt cele mai simple și ieftine THC-uri și nu pot fi utilizare pe un echipament de debitare performant.
Tensiunea arcului este modul optim pentru controlul distanței dintre duză și tablă în timpul tăierii, însă nu și pentru determinarea exactă a înălțimii de tăiere. Tensiunea arcului este o valoare direct proporțională cu distanța dintre duză și tablă. Toți producătorii de generatoare de plasmă furnizează valoarea tensiunii arcului în tabele cu parametri, însă aceste valori corespund cu diverse înălțimi de debitare. Setarea precisă a înălțimii de debitare prin intermediul tensiunii arcului depinde de diverși factori cum ar fi: gradul de uzură al duzei; compoziția și presiunea gazului; modul în care este realizată împământarea echipamentului (rezistența electrică), ce variază în funcție de suprafața pieselor. De exemplu, dacă din coala de tablă s-a debitat un număr mare de piese, curentul va avea de străbătut o distanță mai lungă, iar în acest fel rezistența electrică variază.
În practică, pentru aceeași înălțime de debitare s-au constatat uneori diferențe de până la 15 V. Ținând cont de un raport de 3 V la 1 mm rezultă că poate exista o diferență de până la 5 mm pentru aceeași valoare a tensiunii arcului. Acest lucru are un impact foarte mare asupra calității de debitare și uzurii consumabilelor.
Există însă și anumite aplicații în care utilizarea tensiunii arcului pentru măsurarea înălțimii de tăiere este avantajoasă. De exemplu, în cazul în care se determină noi parametri de debitare sau când se tăie resturi de tablă.
Modul de control prin înălțimea de debitare
Acest mod de control este alegerea perfectă deoarece permite localizarea exactă a colii de tablă. Localizarea inițială a colii de tablă se poate face în două moduri, în funcție de alegerea integratorului și respectiv de cerințele aplicației, și anume :
Contact ohmic –foarte bun atunci când tabla este curată si respectiv când nu se debitează sub apă sau cu protecție de apă cum este cazul procesului WMS –Water Mist Secondary dezvoltat de catre Thermal Dynamics pentru debitarea inoxului și aluminiului (în locul gazului de protecție).
Prin contactul direct al torței cu tabla (forța de contact poate fi reglată) –această modalitate elimină practic toate problemele care pot să apară în cazul contactului ohmic din cauza duzei / tablei murdare sau a apei care se poate acumula pe tablă (în cazul debitării sub apă, la suprafața apei sau cu protecție de apă) și care împiedică realizarea contactului electric. În cazul echipamentelor prevăzute cu ambele tipuri de detecție, atunci când contactul ohmic nu funcționează vor intra în funcțiune senzorii pentru detecția tablei prin contact direct
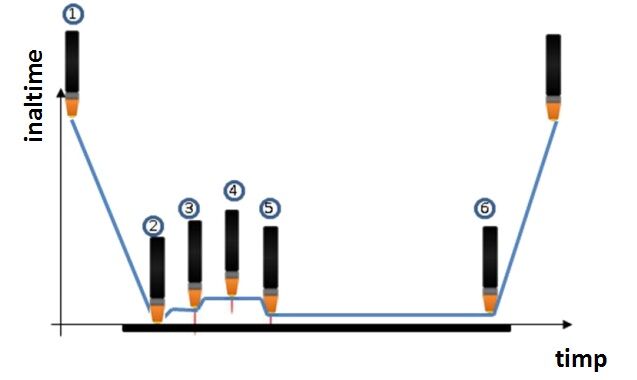
Foto 4 –schema proces debitare cu plasmă
Modul de lucru al procesului de debitare cu plasmă, așa cum se poate vedea din fotografia 4 este următorul:
Torța de debitare coboară din poziția inițială (1) și atinge coala de tablă localizând-o (2) (contact direct sau contact ohmic)
Apoi se deplasează până la înălțimea de amorsare (3).
După amorsare torța se ridică încă puțin pentru a fi protejată în timpul străpungerii (4).
La încheierea timpului alocat străpungerii torța se mută la înălțimea setată, în milimetri, pentru debitare (5)
Înălțimea de debitare va fi păstrată constantă până la finalizarea operației (6)
Valoarea actuală a tensiunii arcului este determinată în momentul în care torța ajunge la înălțimea setată, în milimetri, pentru debitare. Ulterior, tensiunea arcului astfel determinată este utilizată pentru controlul permanent al înălțimii de debitare.
În acest mod se obține întotdeauna înălțimea optimă de tăiere deoarece deviațiile tensiunii arcului menționate anterior sunt irelevante. De asemenea, operatorul va putea seta și controla mai ușor o distanță în milimetri, decât folosind tensiunea arcului. Independent de factorii din mediul înconjurător, se vor obține în acest mod rezultate constante de debitare.
Un THC de calitate oferă ambele moduri de control și de asemenea, permite reducerea timpilor morți și îmbunătățirea calității de debitare prin intermediul unor funcții precum:
Funcția de pregaz –permite umplerea cu gaz a întregului traseu dintre consola de gaze și torța de debitare în timpul operației de identificare inițială (timpul necesar efectuării operațiilor 1 și 2 din schema procesului de debitare). Sistemele avansate de control dispun de funcția de pregaz care permite reducerea timpilor morți.
Funcția de recunoaștere a colțurilor este în momentul de față standard pe majoritatea sistemelor de control de pe piață și permite îmbunătățirea calității colțurilor prin controlul decelerărilor și accelerărilor.
Funcția de recunoaștere a kerf-ului nu este disponibilă pe toate sistemele de control, chiar dacă este o funcție de importanță capitală. Atunci când torța intersectează o latură a piesei care a fost deja tăiată nu mai există metal sub torță iar tensiunea arcului crește rapid, sistemelede control clasice determină coborarea torței în scopul compensării variației de tensiune, cauzând o coliziune între torță și tablă. Sistemele de control performante vor recunoaște această modificare rapidă a tensiunii și vor dezactiva controlul în timpultraversării kerf-ului, în scopul evitării coliziunii.





